Beschichtungssysteme

KORROSIONSSCHUTZ IST UNERLÄSSLICH, UM DIE LANGLEBIGKEIT VON METALLSTRUKTUREN UND -KOMPONENTEN IN BAU- UND INDUSTRIEANLAGEN ZU GEWÄHRLEISTEN
Die Auswahl der passenden Korrosionsschutzmaßnahmen ist von verschiedenen Faktoren wie Material, Umgebungsbedingungen und Beanspruchung abhängig. Regelmäßige Inspektion und Wartung gefährdeter Bauteile minimieren das Risiko von Materialversagen und ungeplanten Ausfallzeiten. Die Zusammenarbeit mit Fachexperten im Bereich Korrosionsschutz gewährleistet, dass Unternehmen wirksame und nachhaltige Lösungen umsetzen.
Beschichtungssysteme für Korrosionsschutz
Korrosionsschutz durch Beschichtungssysteme

Industrielle Spritzlackierung
Hochwertige Spritzlackierung für industrielle Anwendungen durch geschultes Fachpersonal.
Erstbeschichtung
Dementsprechend muss die Oberfläche gemäß dem Oberflächenvorbereitungsgrad Sa 2½ gemäß DIN EN ISO 12944-4 "Beschichtungsstoffe - Korrosionsschutz von Stahlbauten durch Beschichtungssysteme - Teil 4: Arten von Oberflächen und Oberflächenvorbereitung" vorbereitet werden. Anschließend ist sie auf der Grundlage des vom Auftraggeber vorgegebenen Korrosionsschutzsystems zu beschichten.
Ausbesserung
Abhängig von der festgelegten Schutzdauer gemäß DIN EN ISO 12944-1 "Beschichtungsstoffe - Korrosionsschutz von Stahlbauten durch Beschichtungssysteme - Teil 1: Allgemeine Einleitung" müssen lose und/oder durchrostete Beschichtungen entfernt werden. Dabei ist die Oberfläche je nach festgelegter Schutzdauer mindestens mit dem Oberflächenvorbereitungsgrad P Ma gemäß DIN EN ISO 12944-4 vorzubereiten. Die zu beschichtenden Oberflächen müssen gereinigt und entrostet werden, falls erforderlich angeraut und systemgerecht beschichtet werden.
Allgemeines
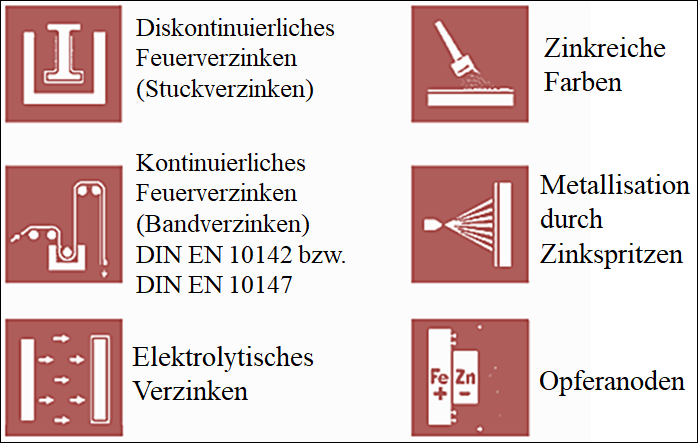
Korrosionsschutzmaßnahmen von Stahl durch Zink
Grundsätzlich werden die folgenden Korrosionsschutzmaßnahmen für Stahl durch Zink wie folgt unterschieden:
Eine bedeutende Methode des Korrosionsschutzes für Stahl ist das Feuerverzinken. Da das Feuerverzinken normalerweise keine typische Maßnahme des Facility Managements ist, kann in diesem Buch auf detaillierte Verfahrensbeschreibungen verzichtet werden. Entweder werden bereits verzinkte Bauteile wie Rohre gekauft und eingesetzt, oder spezielle Bauteile werden von Spezialfirmen gemäß den Angaben des Auftraggebers verzinkt und dann im Unternehmen verwendet.
In beiden Fällen liegt die Ausführung ausschließlich in der Verantwortung des Herstellers des verzinkten Fertigprodukts oder des Verzinkers.
Für das Facility Management sind in diesem Zusammenhang natürlich die Beschaffungsverfahren, die in der Regel durch Ausschreibungen erfolgen, von Bedeutung. Dafür ist insbesondere das Wissen über die entsprechenden Normen wichtig.
Die Hauptnorm für das Feuerverzinken ist die DIN EN ISO 1461 - "Durch Feuerverzinken auf Stahl aufgebrachte Zinküberzüge (Stückverzinken) - Anforderungen und Prüfungen".

Aus der Tabelle geht unter anderem hervor, dass der Kunde, also der Auftraggeber, eine Reihe von wesentlichen Angaben für die ausführende Firma zur Verfügung stellen muss.
Die Angaben und Anforderungen dieser Norm beziehen sich im Wesentlichen auf die folgenden Anwendungsfälle:
kontinuierlich feuerverzinktes Stahlband und Draht und daraus gefertigte Produkte (Schweißmatten und Maschendraht);
Rohre, die in automatischen Anlagen feuerverzinkt werden;
feuerverzinkte Produkte (z. B. mechanische Verbindungselemente), für welche separate Normen existieren.
Diese können zusätzliche Anforderungen beinhalten oder Anforderungen festlegen, die von dieser Internationalen Norm abweichen.
Es wird also hauptsächlich in konkreten Fällen um die letztere Kategorie gehen, für die dann ohnehin gesonderte Normen zu berücksichtigen sind.
Angaben, die vom AG dem AN gemacht werden müssen
Der Auftraggeber sollte aus formalen Gründen die Nummer der zuständigen Norm, ISO 1461, dem AN mitteilen, damit der Qualitätsrahmen grundsätzlich abgesteckt ist.
Zusätzlich sollten durch den AN folgende Angaben zur Verfügung gestellt werden, sofern sie relevant sind:
Die Zusammensetzung und die Eigenschaften des Grundwerkstoffes, die den Verzinkungsvorgang beeinflussen können, einschließlich Festlegungen von Lieferbedingungen von Stahl (z. B. EN 10025 [11], EN 10163-3 [12], EN 10204 [13]);
die Anwesenheit von brenn-, laser- oder plasmageschnittenen Oberflächen auf dem Werkstück;
eine Angabe von wesentlichen Flächen, zum Beispiel anhand von Zeichnungen oder durch vorher angebrachte geeignete Markierungen;
eine Zeichnung oder andere Möglichkeiten der Identifizierung von Bereichen, auf denen Oberflächenunregelmäßigkeiten, z. B. Verdickungen oder Klebestellen, das verzinkte Teil für den vorgesehenen Gebrauch unbrauchbar machen können; der Kunde muss Möglichkeiten zur Lösung des Problems mit dem AN vereinbaren;
Wenn zu verzinkende Gegenstände belüftete Hohlräume enthalten, muss dem AN ein schriftlicher Nachweis über dieses Konstruktionsdetail vor Beginn der Arbeit zur Verfügung gestellt werden, um eine sachgemäße Anordnung und Größe der Belüftungsvorkehrungen sicherzustellen. (Die Verzinkerei ist aber nicht verpflichtet solche Arbeiten durchzuführen.)
ein Muster oder andere Möglichkeiten zum Nachweis einer besonders geforderten Oberflächengüte;
spezielle Anforderungen an die Oberflächenvorbereitung;
geforderte Schichtdicken;
Ob der Zinküberzug nachbehandelt oder zusätzlich beschichtet werden soll und Vereinbarungen über Abnahmeprüfungen gemäß der Norm Mindestschichtdicke und Masse von Zinküberzügen auf Prüfteilen, die nicht geschleudert wurden (Tabelle: DIN EN ISO 1461).

Korrosionsschutz durch Thermisches Spritzen
Ein weiteres Verfahren des Korrosionsschutzes ist das Thermische Spritzen nach DIN EN ISO 2063 „Thermisches Spritzen - Metallische und andere anorganische Schichten -

Beim Spritzen sind daher die folgenden Regeln exakt einzuhalten, um den geforderten Korrosionswiderstand auch tatsächlich zu erreichen.
Mit dem thermischen Spritzen muss nach dem Strahlen innerhalb von 4 Stunden begonnen werden. (entsprechend der örtlichen Verhältnisse).
Die Oberfläche muss sauber und trocken sein.
Es dürfen keine sichtbaren Oxidationszeichen vorhanden sein.
Spritzarbeiten dürfen nicht durchgeführt werden unter Bedingungen, die zu einer Kondensierung auf der zu beschichtenden Oberfläche führen können.
Die Oberflächentemperatur muss mindestens 3 °C über dem Taupunkt liegen (Vermeidung von Blasen).
Die Vorbereitung der Oberfläche ist zu wiederholen, wenn Unregelmäßigkeiten in ihr festgestellt werden.

Strahlmittel
Zur korrekten Vorbereitung der zu bespritzenden Oberfläche gehört die Verwendung des korrekten Strahlmittels.
Grundsätzlich muss eines der folgenden Mittel verwendet werden:
Hämatit-Hartgusskies nach EN ISO 11124-2;
Kupferhüttenschlacke nach EN ISO 11126-3;
Schmelzkammerschlacke nach EN ISO 11126-4;
Elektrokorund nach EN ISO 11126-7.
Auftraggeber und Auftragnehmer können sich im Rahmen des Vertrages auch auf ein anderes Strahlmittel einigen.
Auch damit muss aber sichergestellt werden,
dass die ausreichende Oberflächenrauheit für die Haftfestigkeit der Spritzschicht erreicht wird,
die Korngröße des Strahlmittels zwischen 0,5 mm und 1,5 mm liegt,
das Strahlmittel sauber, trocken und frei von Verunreinigungen ist.
Wenn mit Druckluft gestrahlt wird, muss die Druckluft selbst den gleichen Reinheitsbedingungen entsprechen.
Kontrollflächen, geforderte Eigenschaften
Wenn das Facility Management als Auftraggeber agiert, hat es eine bedeutende Aufgabe in der Qualitätskontrolle zu übernehmen. Daher ist es umso wichtiger, sich gründlich über die geltenden Regeln zu informieren. Zur Feststellung der gelungenen Qualität der Oberflächenbehandlung dienen spezifische Kontrollflächen gemäß DIN EN ISO 12944-7. Es ist eine Regel, dass Auftraggeber und Auftragnehmer sich in Bezug darauf gegenseitig abstimmen müssen.
Die Abstimmung betrifft:
Die Lage der Kontrollflächen am Objekt
den Zeitpunkt des Anlegens der Kontrollflächen.
Der Auftragnehmer ist berechtigt, für eigene Zwecke Kontrollflächen nach DIN EN ISO 12944-7 anzulegen. Die Lage am Objekt und der Zeitpunkt des Anlegens sind aber rechtzeitig mit dem Auftraggeber abzustimmen.
Haftfestigkeit
Eine wichtige Maßnahme zur Qualitätsüberprüfung von Überzügen ist die Haftfestigkeitsprüfung. Es gibt bestimmte Vorschriften zur Bestimmung dieser Prüfung, die in der EN ISO 2063 aufgeführt sind. Die Prüfung gilt als erfolgreich, wenn keine Ablösung vom Grundwerkstoff oder innerhalb der Metallschicht festgestellt wurde. Ein weiteres Kriterium ist die Haftzugfestigkeit. Die entsprechenden Festigkeitswerte müssen gemäß der Norm im Vertrag vereinbart werden, da die Durchführung dieser Prüfung eine vertragliche Vereinbarung erfordert.


Schichten mit einer Oberfläche > 1m²
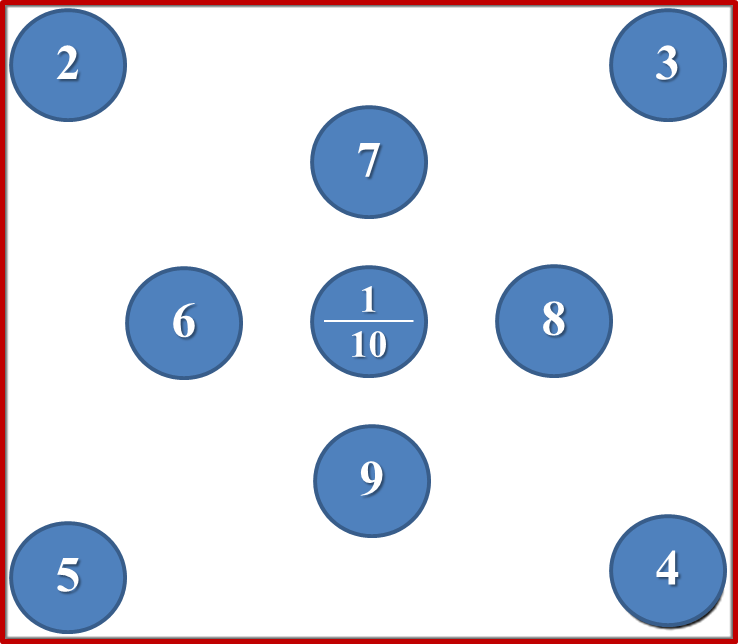
Verteilung der Messpunkte in der Bezugsfläche von 1 cm² (Bild: EN ISO 2063)
Die Lage der Dickenmesspunkte
Die Messung der örtlichen Dicke zur Bestimmung der minimalen charakteristischen Dicke erfolgt an Punkten, an denen die geringste vorhandene Schichtdicke angenommen wird. Die Anzahl und Position dieser Punkte sollten von den Vertragspartnern vereinbart werden. Es wird empfohlen, dass die Auswahl der Messpunkte möglichst den Produktstandards entspricht. Falls es zu keiner Einigung kommt, behält sich der Auftraggeber das Recht vor, die Messpunkte festzulegen.